Novel fibre value chains & ecosystem services from sustainable feedstocks |
|
Newsletter #15 | May 2025 |
|
|
|---|
|
Optimization of Common Reed for Thermal Insulation |
|
|
|---|
|
Objective: Enhance common reed's suitability as an eco-friendly insulation material by improving its resistance to moisture and biological degradation. |
|
|
|---|
|
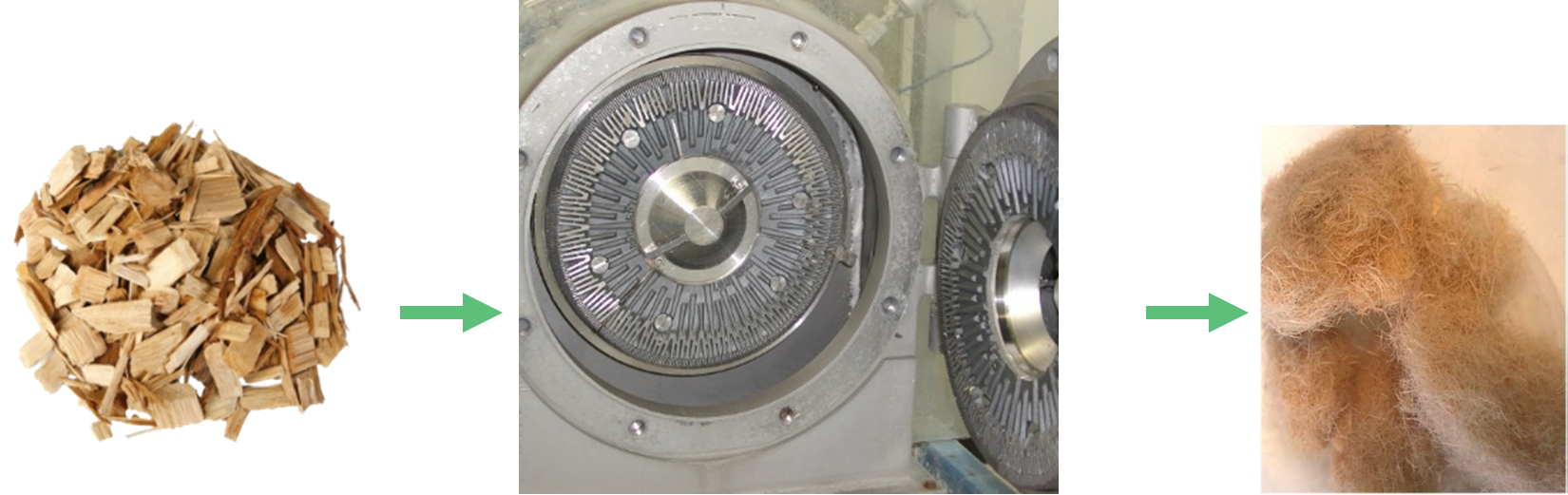
Thermo Mechanical Pulping (TMP) of Common Reed Process Overview: TMP involves two main steps: steam pre-treatment and mechanical refining. Steam pre-treatment softens lignin in the biomass, facilitating fibre separation without significant chemical degradation. Mechanical refining uses high-pressure forces between rotating discs to separate fibres while preserving much of the wood's structure.
Equipment Used: Andritz lab-scale 12-inch disc refiner at FCBA. Operational parameters: 45 kW motor power, 3000 rpm rotation speed, 80 kg/h capacity, steam pressure of 3–4 bar, and refining temperature of 100–150°C.
Material Processed: Two batches of common reed supplied by LUKE: one with flowers and stems, and one with stems only. Pre-heating conditions: 135°C temperature, 5-minute residence time, and 3.5 bar pressure.
Refining Conditions: Disc reference: Defibring disc D2B507. Motor speed: 2900 rpm; feeding screw speed: 6 rpm. No water added during refining. Plate gaps varied: 50–250 µm for reed without flowers; 100–300 µm for reed with flowers, in 50 µm increments.
Fibre Quality: Comparison with SOPREMA: SOPREMA's system maintains constant defibration energy (105 ± 10 kWh/t) by adjusting plate gaps. FCBA's system operates with constant plate gaps, measuring defibration energy throughout the process.
|
|
Extrusion of Reed Fibres Equipment Used: Planetary Roller Extruder (PRE) L-WE 30 by Entex at LUKE's facilities. Features a central spindle with six planetary spindles rotating counterclockwise. Barrel divided into six zones with adjustable screw configurations and temperatures.
Material Preparation: Extrusion Parameters:
|
|
|
|---|
|
Analysis of extruded reed fibres was carried out using the Valmet FS5 Fibre Image Analyser, in accordance with ISO 16065-2. The process involved diluting a small amount of material in water, followed by high-resolution optical analysis to determine fibre properties. Key results: These results indicate that hot water treatment resulted in slightly longer and wider fibres. The high number of fibres analysed supports the reliability of the results. |
|
|
|---|
|
| SOPREMA is a French company founded in 1908 that specializes in waterproofing, insulation, and roofing solutions. It operates in over 90 countries, with more than 11,200 employees and 123 production sites worldwide. The company places a strong emphasis on innovation and sustainability, investing heavily in R&D for eco-friendly construction materials. Its product range includes bitumen membranes, insulation systems, and green roofing solutions. SOPREMA is led by Pierre-Étienne Bindschedler, the founder’s great-grandson, and continues to grow globally with a commitment to responsible building. |
|
|
|---|
|
👍 Did a friend forward this newsletter to you? You can subscribe here. 👍 © Copyright, 2024, news@fibsun.eu To ensure that you receive our emails properly, please add FIBSUN.eu to your safe mailing list. This email has been sent to you because you are a customer or subscriber of news@fibsun.eu. Click here to unsubscribe if you do not want to receive emails from us. |
|
|
|---|
|
|